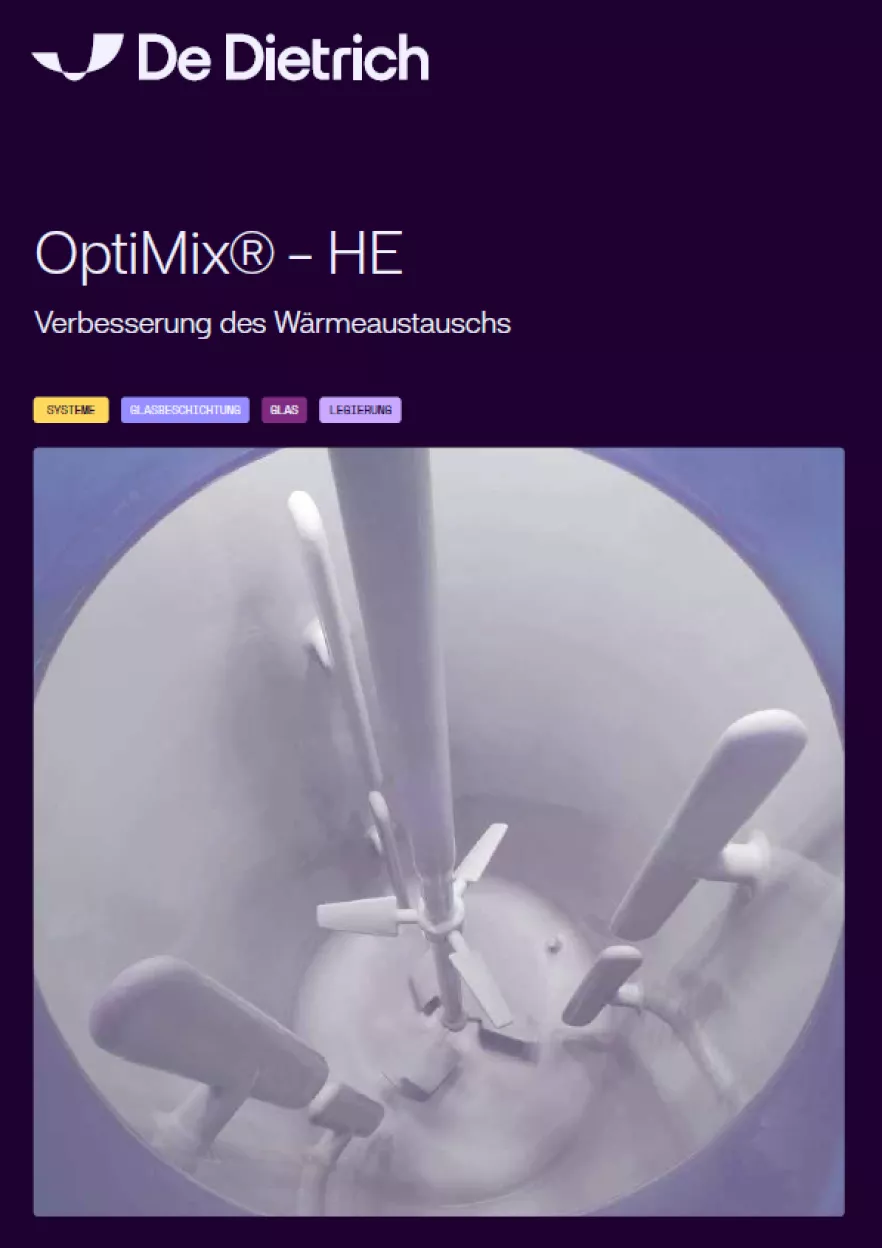
Glass
De Dietrich Process Systems - Group (EN)
Link
Anforderung eines Downloads
Um Ihre Broschürenanforderung effizient bearbeiten zu können, bitten wir Sie, die erforderlichen Informationen über unser Formular anzugeben.