Hero
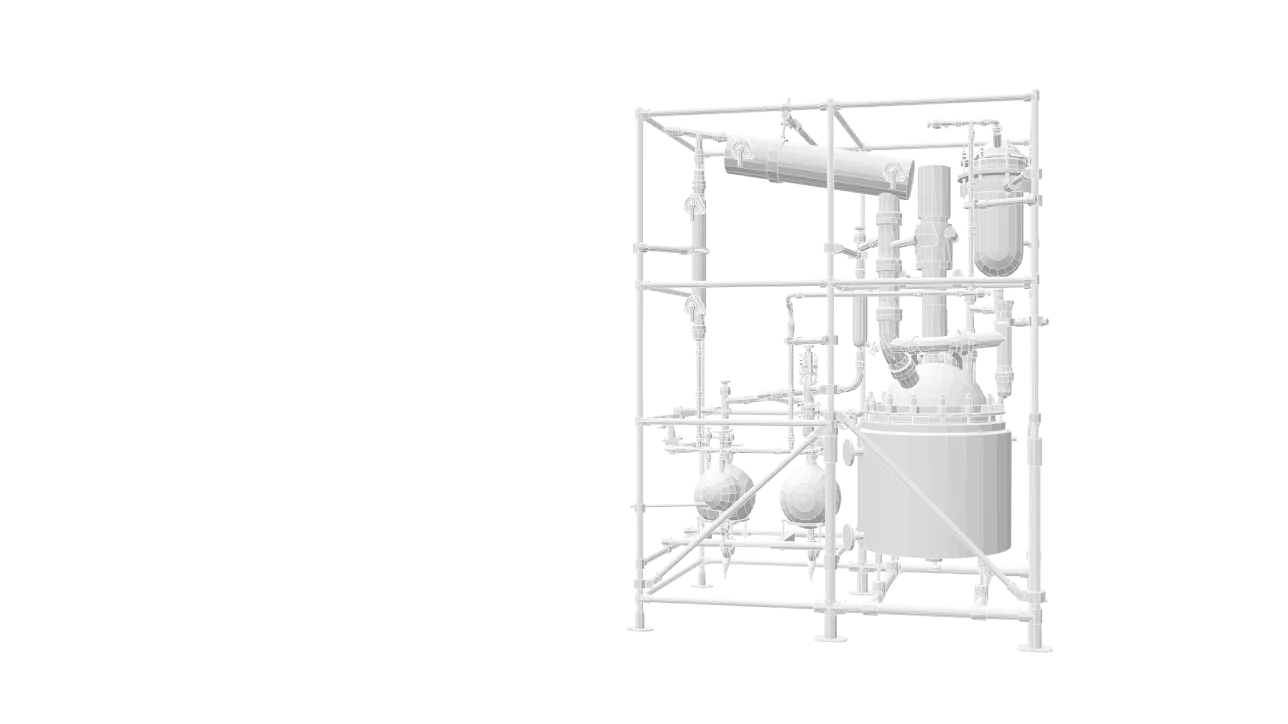
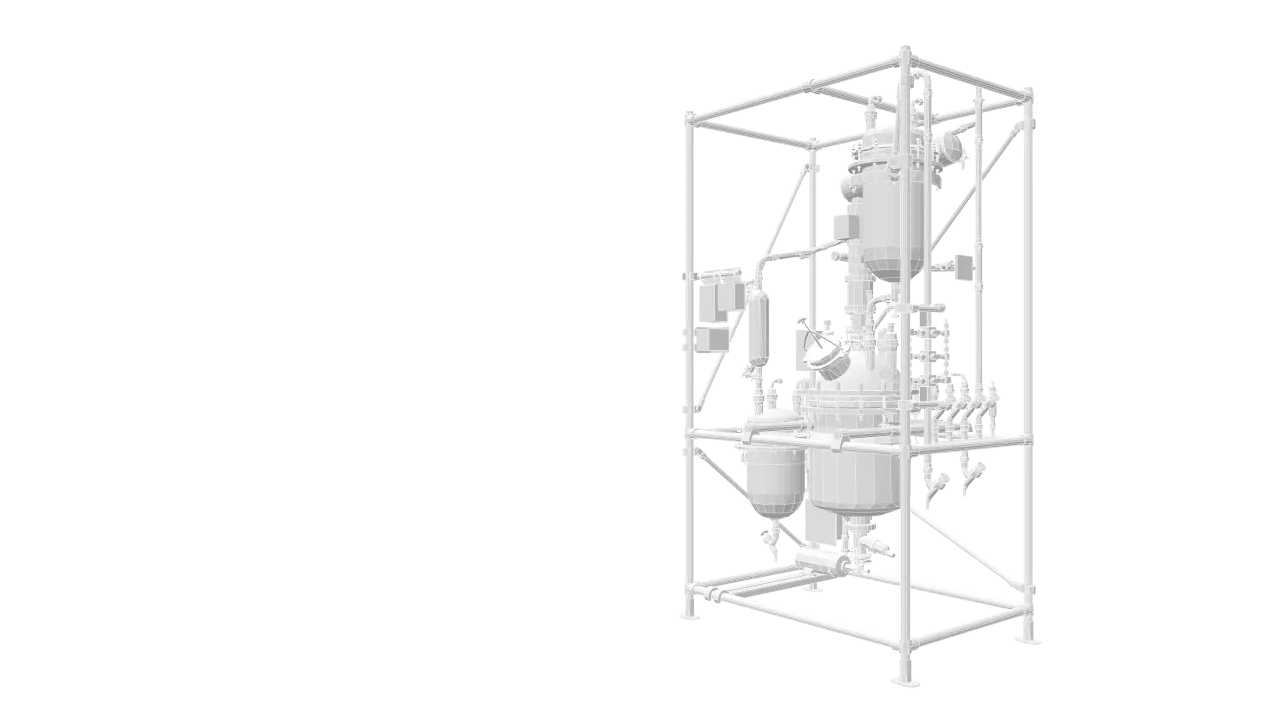
Pharma Reaction System
Pharmaceutical applications have guided the design of this equipment
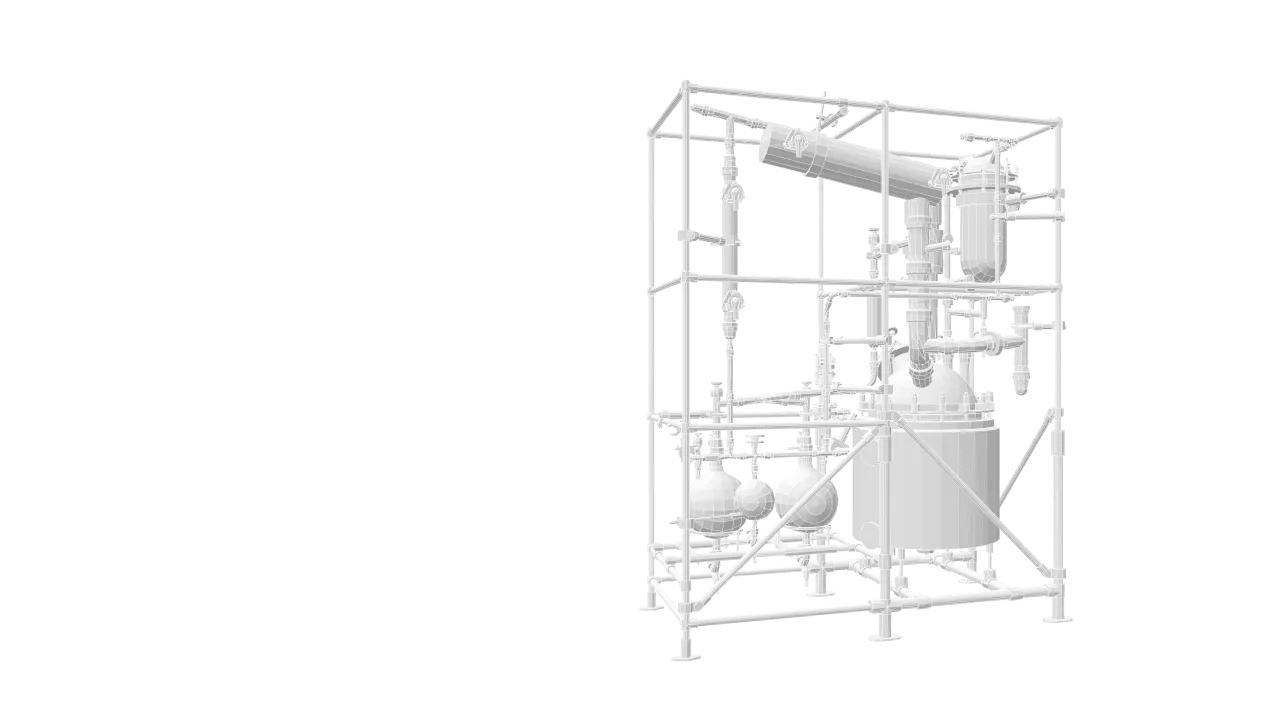
GlassEnamel Reaction / Agitation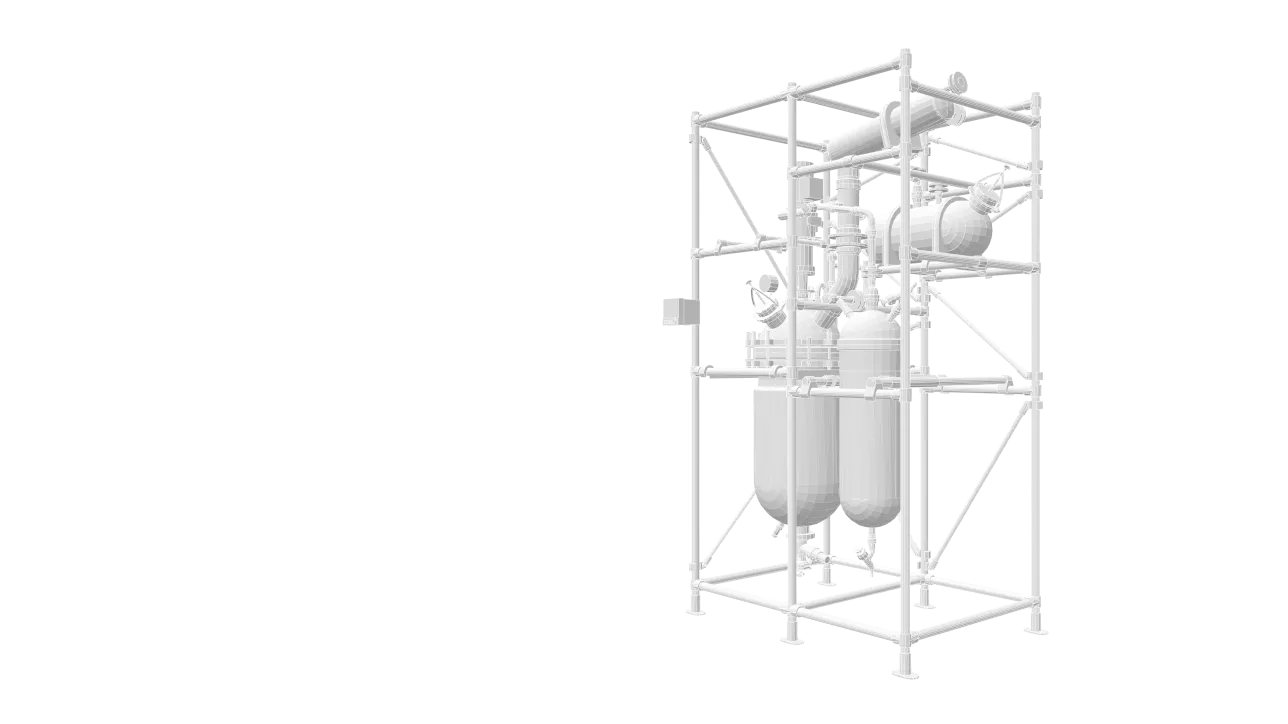
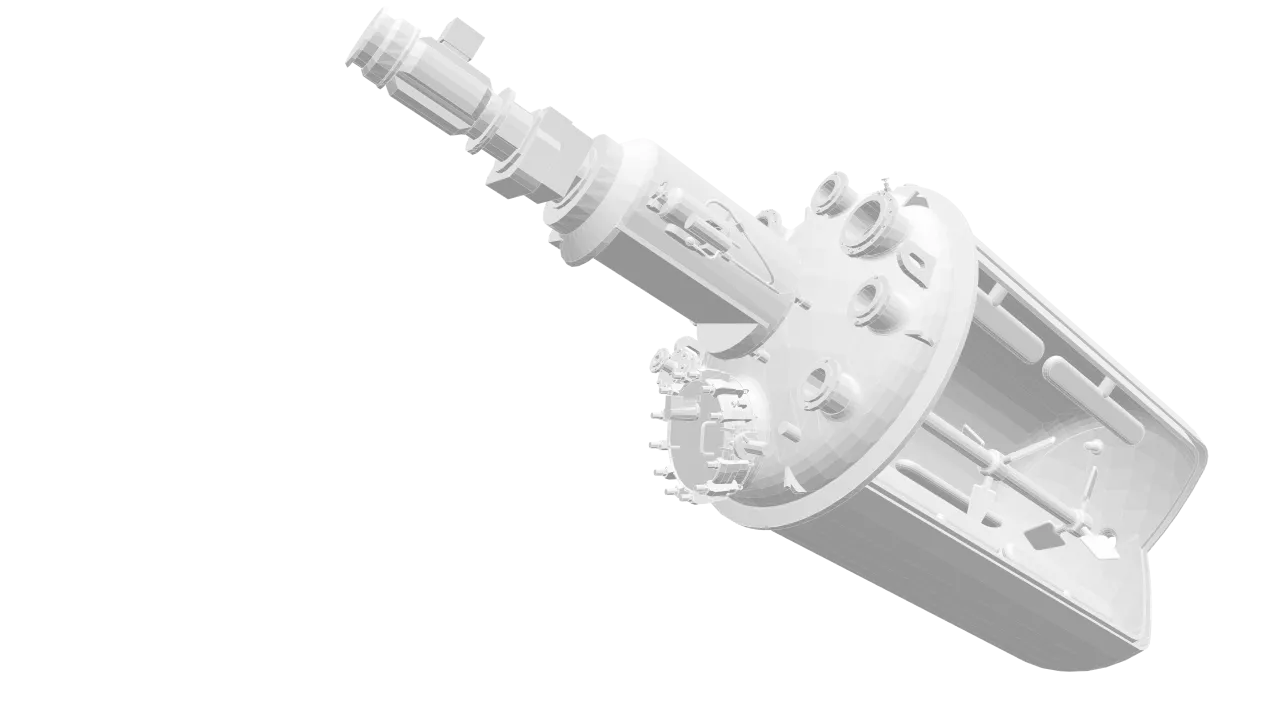
Universal Reactor
The Universal-Reactor, the ideal to solve large-scale synthesis
Glass Reaction / Agitation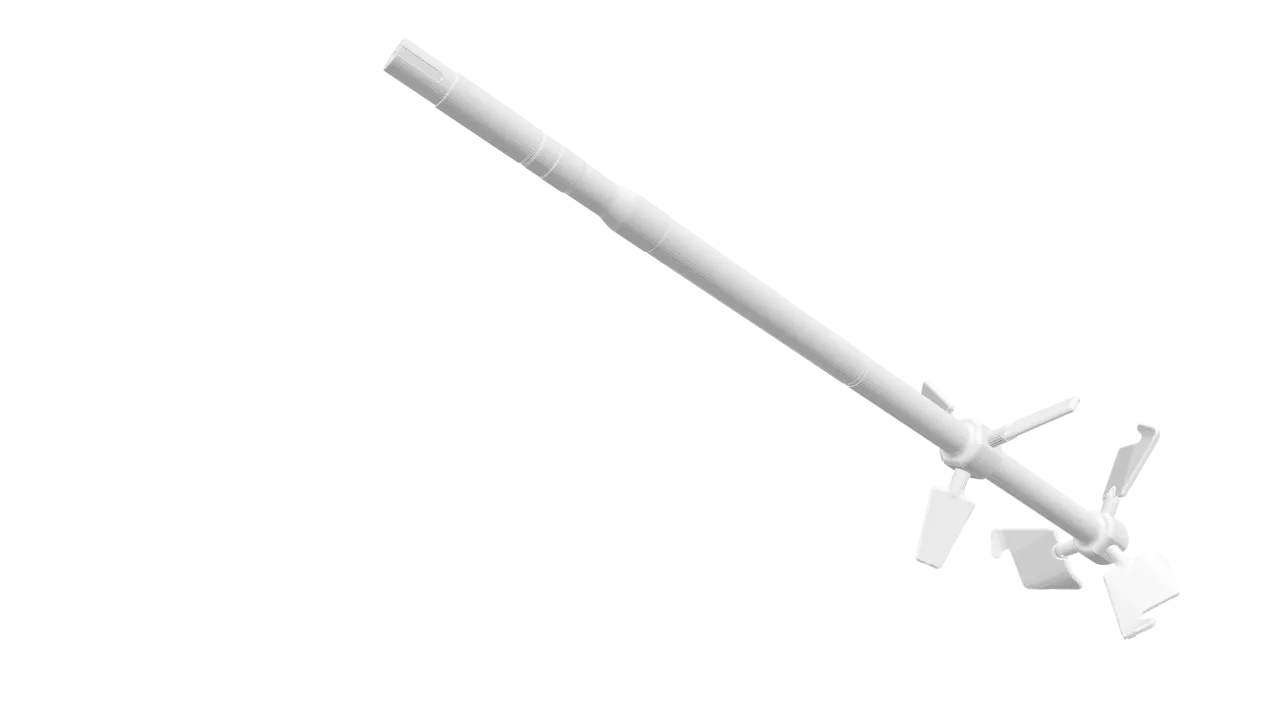
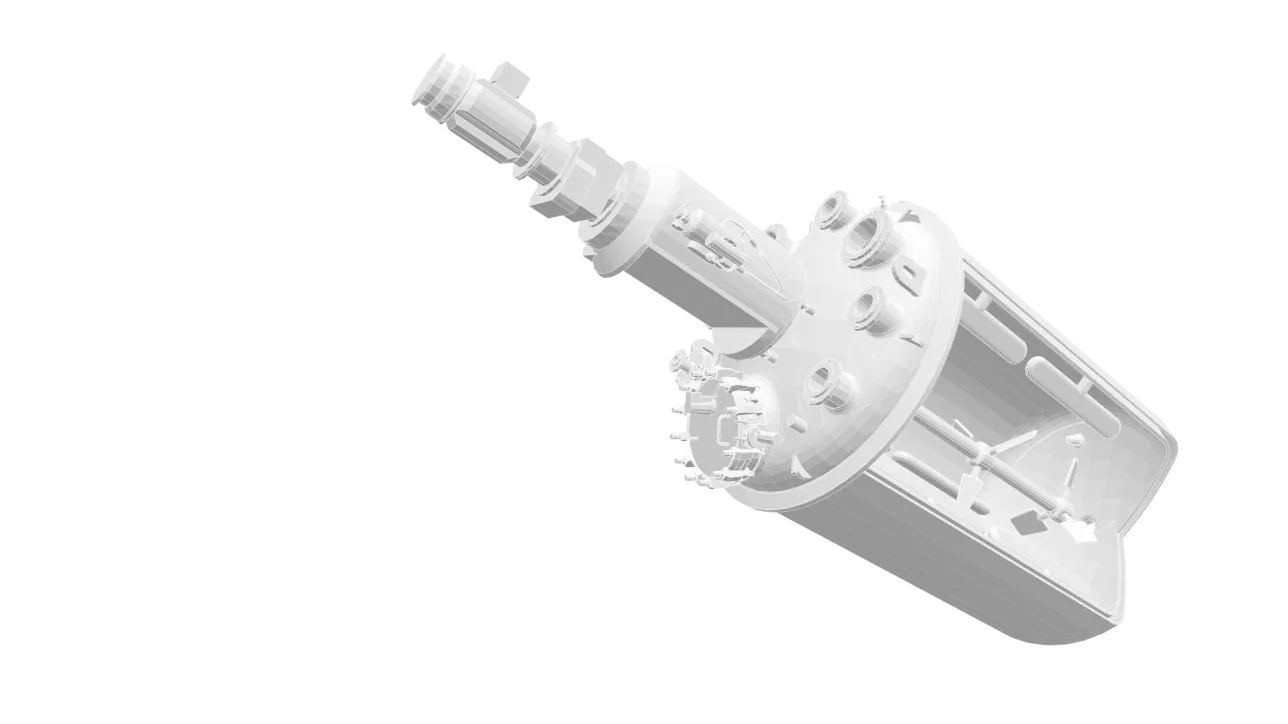
Glass-lined reactors
The DIN range is well know across the industry for its amazing specifications
Enamel Reaction / Agitation